

Introduction — a short scene, a number, a question
I was in a small metal shop once, watching sparks fly and a worker cough twice too many — a moment that stuck with me. Fume extraction technology hung above the benches, humming, but the air near the operator still felt thick; the sensor readouts told the rest (and the numbers were obvious). Fact: poorly sized systems can leave 20–40% of particulates in the breathing zone even when equipment is “running.” So how do we stop pretending a single hood solves everything, and actually design for real protection — at scale and under real load?
I’ll be direct: I care about practical fixes. I want to share what I’ve learned, not lecture. Over the next sections, I’ll walk through the deeper problems, then show the principles that actually support a growing operation. We’ll look at filters, fans, controls — and why they matter together, not separately. Stay with me; there’s a useful checklist coming up.
Where most systems go wrong (traditional flaws)
dust fume extraction system installers often focus on one thing — the hood or a big fan — and ignore the rest. That tunnel vision creates problems. For example, a properly sized fan without attention to duct layout and static pressure still fails to deliver required airflow at the hood. I’ve seen systems with high-efficiency HEPA filters installed but with undersized ductwork that chokes flow; the filter efficiency is wasted because the capture velocity drops. Look, it’s simpler than you think: you need matched components — fan curves, duct diameters, hood capture — not a parts list.
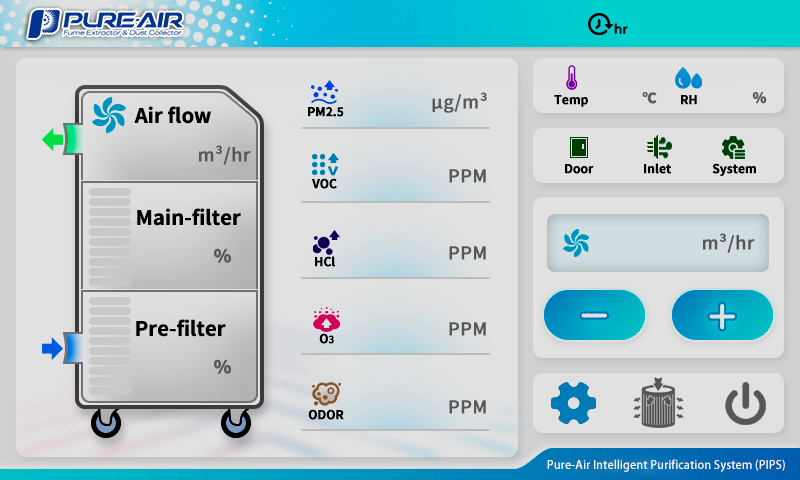
Second, controls are treated as an afterthought. Variable frequency drives (VFDs) and basic pressure sensors can extend motor life and save energy, but too many shops run fans at full speed 24/7 because nobody tuned the control strategy. That raises noise, increases power draw, and still may not protect workers during intermittent processes. I’ll say plainly: that’s careless design. Another common flaw is ignoring real-world behavior — operators move, materials shift, and edge cases matter. Provide for those cases. Add sensors near breathing zones, not just at the fan. Use cyclone separators before fine filtration to reduce load on HEPA CARTRIDGES. These are practical steps that make systems behave as intended — not just on paper.
What’s the single question to ask?
Can this system maintain capture and filtration performance under actual shop conditions, not just in a quiet test? If the answer isn’t confidently “yes,” you need to redesign.
New principles for future-ready extraction (forward-looking)
We need to shift from “big fan solves big problem” to integrated, scalable design. Think modular hoods, staged filtration, and smarter controls. A modern dust fume extraction system pairs cyclone separators for coarse removal with HEPA filters for fine particulates, driven by fans controlled via VFDs and informed by sensors at the edge. Edge computing nodes can aggregate short-term spikes and adjust fan speed in real time — saving energy and keeping capture where it counts. I prefer systems that adapt; they feel alive in a good way — funny how that works, right?
Start with a clear performance spec: required capture velocity at each hood, acceptable noise, and filtration efficiency. Then choose components to meet that spec under load. I’m biased toward modularity: add a hood module when a new bench appears, rather than reworking the whole duct network. That saves time and money and reduces downtime. Also — and this matters — design with maintenance in mind. Access panels, filter change indicators, and simple diagnostic LEDs make technicians’ lives easier and keep the system working longer. Real-world benefits; measurable outcomes.
Real-world impact
When you design this way, productivity improves. Operators stop improvising with box fans. Energy use drops because fans run at the right speed. And the air actually becomes safer.
Three metrics I use when choosing a solution
Here are three practical measures I insist on when evaluating extraction solutions.
1) Capture Efficiency at Hood — Measured at the operator’s breathing zone, not at the fan. This tells you if the system does the job where it matters. If capture drops below spec during peak operations, the design needs work.
2) System Turn-Down Ratio and Control Responsiveness — The usable range of fan speed (via VFD) and how quickly the system reacts to spikes. Good systems can reduce speed for quiet periods and ramp up within seconds when localized processes spike particle generation.
3) Maintainability Index — Frequency of filter changes, ease of access, and diagnostic clarity. If technicians avoid a system because it’s a pain to service, performance will degrade quickly. That’s a human problem; we must design for it.
I prefer vendors who publish fan curves, filter beta ratios, and realistic case studies. Those numbers tell me they’re honest. We’ve seen shops cut energy use by half and improve air quality simultaneously — tangible wins. If you want a partner who thinks this through with you, check out PURE-AIR. I don’t say that lightly.