

{kind=link}
Introduction
A field engineer walks the line at dawn, listening to the hum of dryers and tab welders in a quiet plant. The team is ramping lifepo4 lithium battery output before the monsoon, hoping the shift stays smooth (no alarms, please). In many factories, average cell yield hovers near 88% and energy use per kWh rises by season, yet targets keep climbing—so what gives? If we look at li ion battery production data across lines, we see the same pattern: small drifts in coating and drying stack up into big losses at pack level. Are we optimizing for the wrong thing, or just missing the right signals? The question is simple, but the fix is not—funny how that works, right?

In Nepal, we say “slow is smooth, smooth is fast.” Today, we follow that spirit to compare how old habits and new tools meet on the shop floor. Let us move to the deeper layer.
Under the Hood: Where Traditional Lines Fall Short
Are we chasing yield or stability?
In Part 1 we mapped the basics of the chemistry and use cases. Here, we focus on process truth. In li ion battery production, many lines still lean on manual checks and lagging KPIs. That looks fine on paper. But it hides the real issue: variance control. Electrode slurry shifts with humidity; calendering pressure drifts over the shift; drying temperature overshoots by a few degrees. Each “tiny” change pushes impedance up and cycle life down. Without an active Manufacturing Execution System (MES) and Statistical Process Control (SPC), alarms come late. The Battery Management System (BMS) then must work harder with pack balancing to mask cell spread. Look, it’s simpler than you think: bad inputs make busy compensators.
There are also hidden costs. Ovens run hotter to “cover” wet spots, raising energy per unit. Optical checks miss edge defects that later stress power converters in fast-charge. Tab welding variation invites micro-cracks that grow under vibration. And because sampling is sparse, teams over-correct based on noise. The result is a stable-looking dashboard and a fragile line. It runs—until it doesn’t.
Comparative Insight: Principles That Rewire the Line
What’s Next
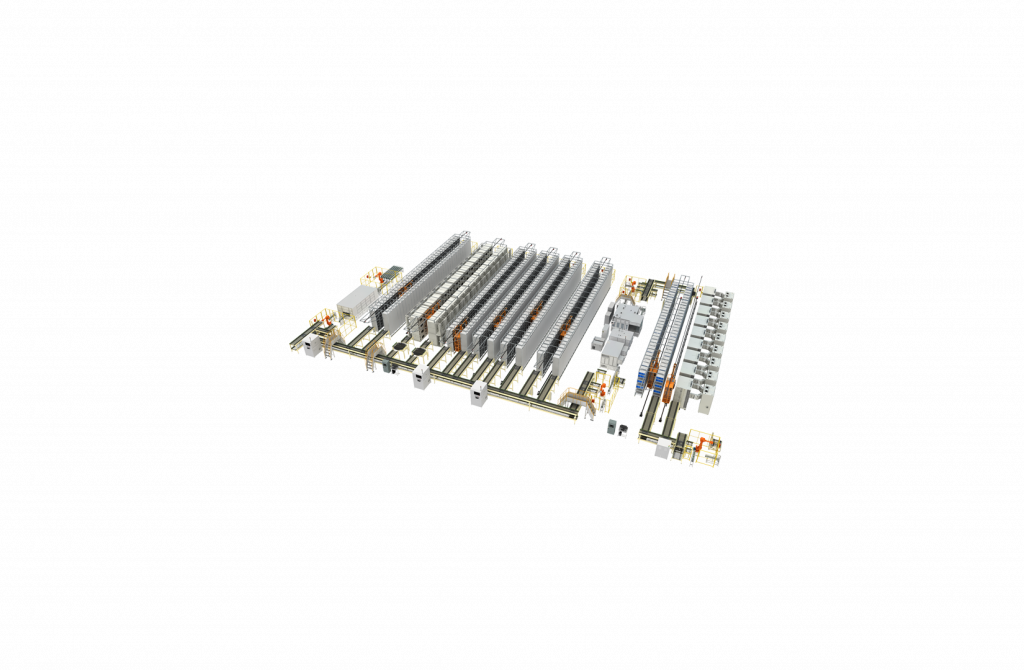
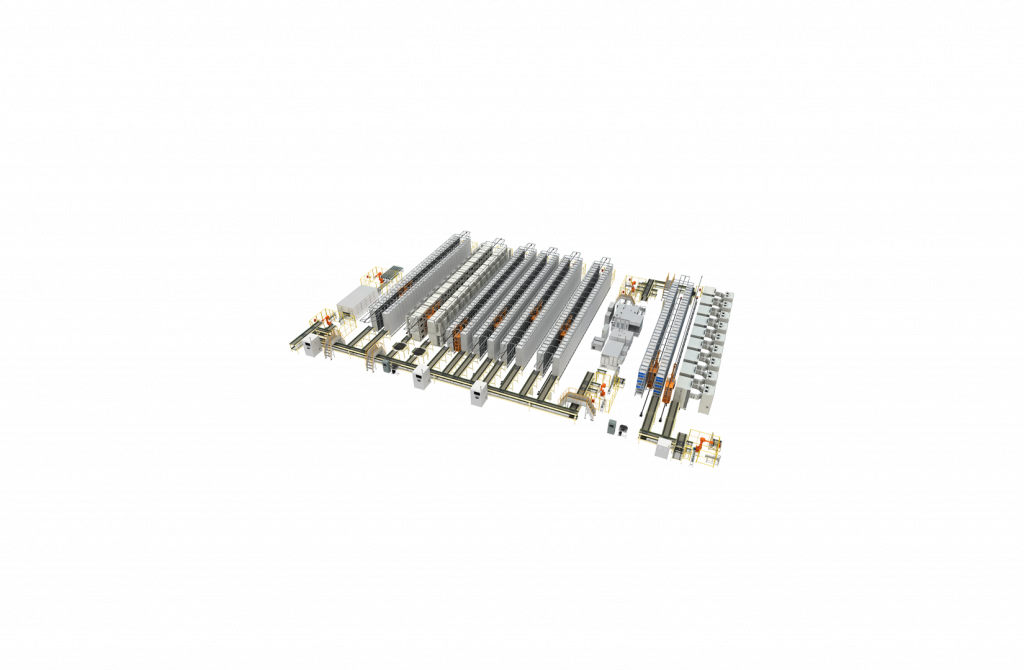
Now we look forward, but with both feet on the floor. The new rule is continuous, causal control. That means in-line metrology stitched to an MES, plus model-based adjustments that act before defects form. Edge computing nodes sit by the coater, dryer, and winder, merging thermal camera feeds, tension data, and solvent load to tune setpoints on the fly. Instead of sampling, you get streaming. Instead of averages, you get signatures. When this logic spans li ion battery production end to end—mixing to formation—you reduce cell-to-cell spread at the source, not at the pack. And yes, the BMS still matters, but it does not have to fight the process every day.
Here is the quiet shift: principles, not patches. Use physical models for drying kinetics to guide airflow, not just temperature bands. Tie coater speed to solvent partial pressure, not a fixed recipe. Add impedance spectroscopy snapshots during formation to inform cell matching, not only voltage-time curves. The impact is practical—lower scrap, tighter SOC estimation windows, and fewer downstream surprises. In short, the line becomes predictable. Not perfect, but calm—and calmer lines ship better batteries.
So, what should you look for when choosing upgrades? Keep three metrics close: process capability (Cp/Cpk) at key stations, energy per kWh through drying and formation, and distribution width of cell resistance at end-of-line. If these trend right, the rest follows—funny how that works, right? For teams ready to align tools, data, and discipline, a steady path opens ahead, with partners like LEAD.