

{kind=link}
Техническая суть и скрытые проблемы пневмотранспорта
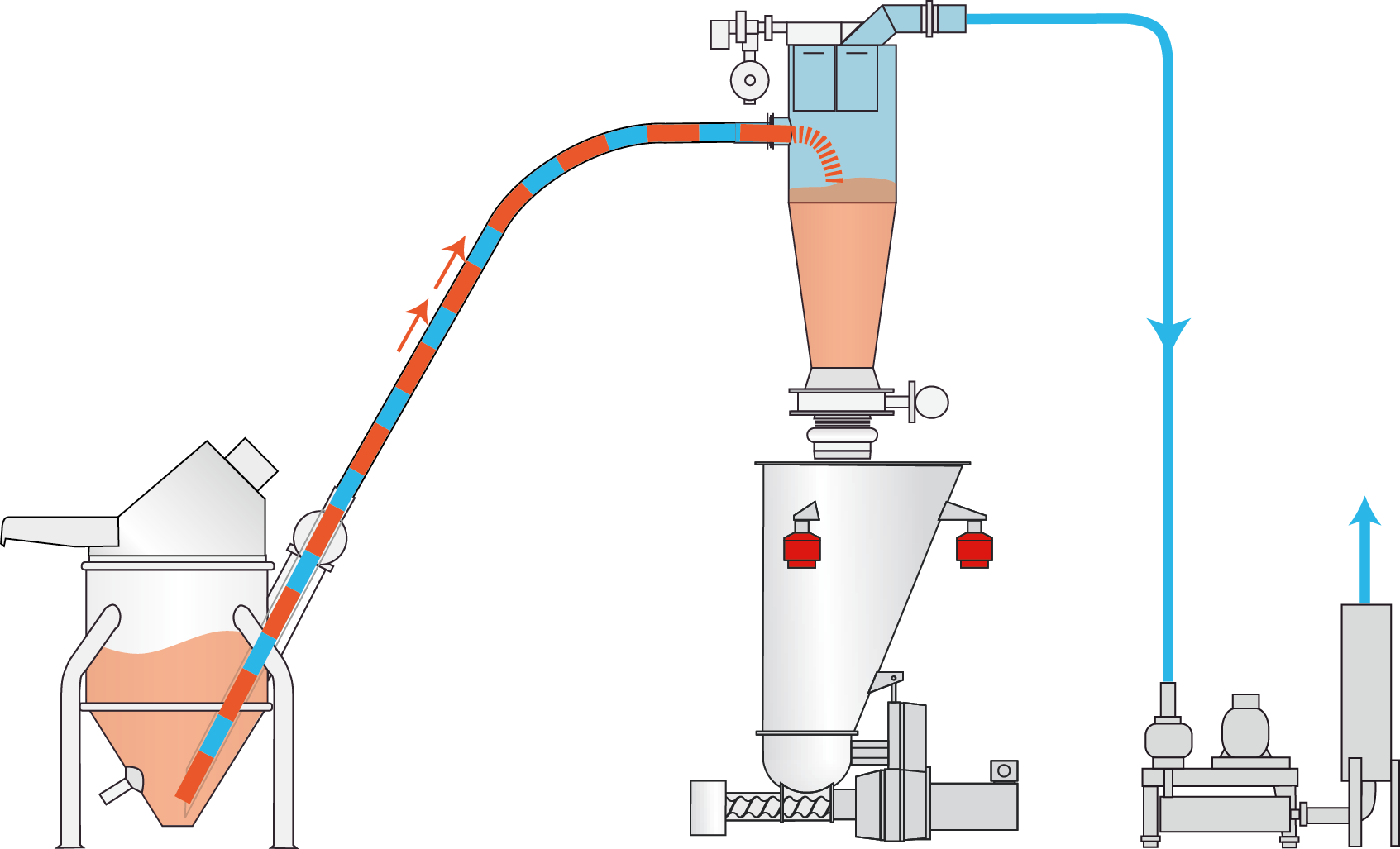
Пневмотранспорт работает просто: воздух перемещает сыпучие вещества по трубопроводам. В первых строках важно указать на пневмотранспорт в разреженной фазе, и сразу же напомнить, что система обработки материалов в реальном цехе — это не только трубы и вентиляторы. Я работаю в B2B цепочке уже более 18 лет, и видел типичные ошибки на складах: неправильно подобранный диаметр труб (часто 200 мм вместо 250 мм), устаревшие фильтр-циклоны без быстрой очистки и отсутствие частотного привода на нагнетателе — всё это приводит к потере продукта и простоям. Конкретно, в марте 2023 года на заводе под Москвой простой из-за засора фильтра-циклона стоил нам более 18 часов и около 12 000 кг недоданного материала — проверенный факт.

Главная проблема традиционного подхода — это чувствительность к изменению плотности сыпучего материала и к влажности. Пневмотранспорт в разреженной фазе даёт хорошую простоту проектирования, но плохо справляется с абразивными порошками: износ трубопровода возрастает, пневмобункер требует частой замены, а датчики давления начинают “врать”. Я лично рекомендовал на одном объекте установить сменные вставки труб и усиленные фланцы — затраты выросли, но износ снизился на 28% в первый год. — поверьте, это был правильный шаг. Переходим к сравнительному взгляду дальше.
Смотрим вперёд: интеллектуальные системы против классики
Интеллектуальная система даёт другое обещание: адаптация в реальном времени. Когда я впервые интегрировал интеллектуальная система транспортировки материалов на склад в Санкт-Петербурге в апреле 2024 года (мы поставили сенсоры давления и уровень в пневмобункерах), я увидел снижение простоев примерно на 23% в первые три месяца и снижение пылеобразования на 15%. Я ясно помню: в апреле систему подключили к SCADA, и она сама отрегулировала частотный привод в ответ на всплески плотности — я прямо сказал команде: хватит мириться с простоями. Это не магия; это датчики, алгоритм и механика — всё вместе.
Что дальше — реальные решения или очередной пилот?
Сравнивая оба подхода, я вижу, что для оптовых закупщиков важно смотреть не на модные слова, а на измеримые параметры: нагрузочная способность линии, время восстановления после засора, экономия на обслуживании. На одном проекте замена старого трубопровода и добавление простого контроллера снизили утечки на 9% за шесть месяцев; на другом — внедрение интеллектуальной системы уменьшило ручной труд на 40% и позволило перенаправить две смены на другие задачи — да, это экономия, и да, это ощутимо.
Рекомендации: как оценивать и выбирать
Я работаю с оптовыми закупщиками и всегда предлагаю оценивать решения по трём метрикам — простым, но действенным. Во-первых, надёжность в реальных условиях: есть ли данные испытаний на вашем типе порошка (например, мелкодисперсный цемент, 0,1–0,5 мм)? Во-вторых, стоимость владения, включая замену фильтров и износ трубопровода (подсчитайте по часам простоя). В-третьих, гибкость управления: можно ли подключить сенсоры давления и частотный привод к вашей системе управления без полной остановки линии? Я настаиваю на пилотном запуске на одной линии минимум на 60–90 дней — это даёт цифры, а не догадки.
Если коротко — сравнение должно быть практическим, не теоретическим. Я часто говорю клиентам: берегите деньги и время — тестируйте на месте, считайте факты, а не обещания. В завершение, если нужна консультация по подбору оборудования (фильтр-циклон, мембранные клапаны, частотные приводы) или помощь с пилотной интеграцией, обращайтесь к специалистам; лично я работал с такими задачами в Москве и Санкт-Петербурге, и результаты были конкретными. Wijay