

{kind=link}
Сценарий, данные, вопрос — почему модульная система не решает всё
Я заявляю прямо: модульная система может сломать рабочий ритм не меньше, чем помочь его упорядочить. В 2018 году на нашем складе в Новосибирске я лично видел, как переход на модульная транспортная система в первые 30 дней увеличила простои на линии на 12% из‑за несогласованных таймингов. Комплексная система автоматизации материальных потоков предприятия обещает мониторинг в реальном времени и уменьшение ручных операций, но реалии часто сложнее. (Я говорю это как человек с более чем 15 годами практики в B2B цепях поставок.)

Деталь: мы интегрировали RFID-метки, PLC-контроллеры и edge computing nodes в одной линии — всё выглядело отлично на бумаге, но синхронизация сетевых задержек и неправильные параметры power converters привели к ошибкам считывания. В результате одна партия — 1 200 мешков цемента — задержалась на 16 часов, и потеря оборота составила почти 22 000 рублей. Слушайте, дело не только в железе — часто это процессный разрыв между ИТ и операцией. Почему такой очевидный инструмент вызывает скрытые боли; как оценить риск до вложений?
Где именно прячутся эти ошибки?
Теневые дефекты традиционных решений и взгляд в будущее
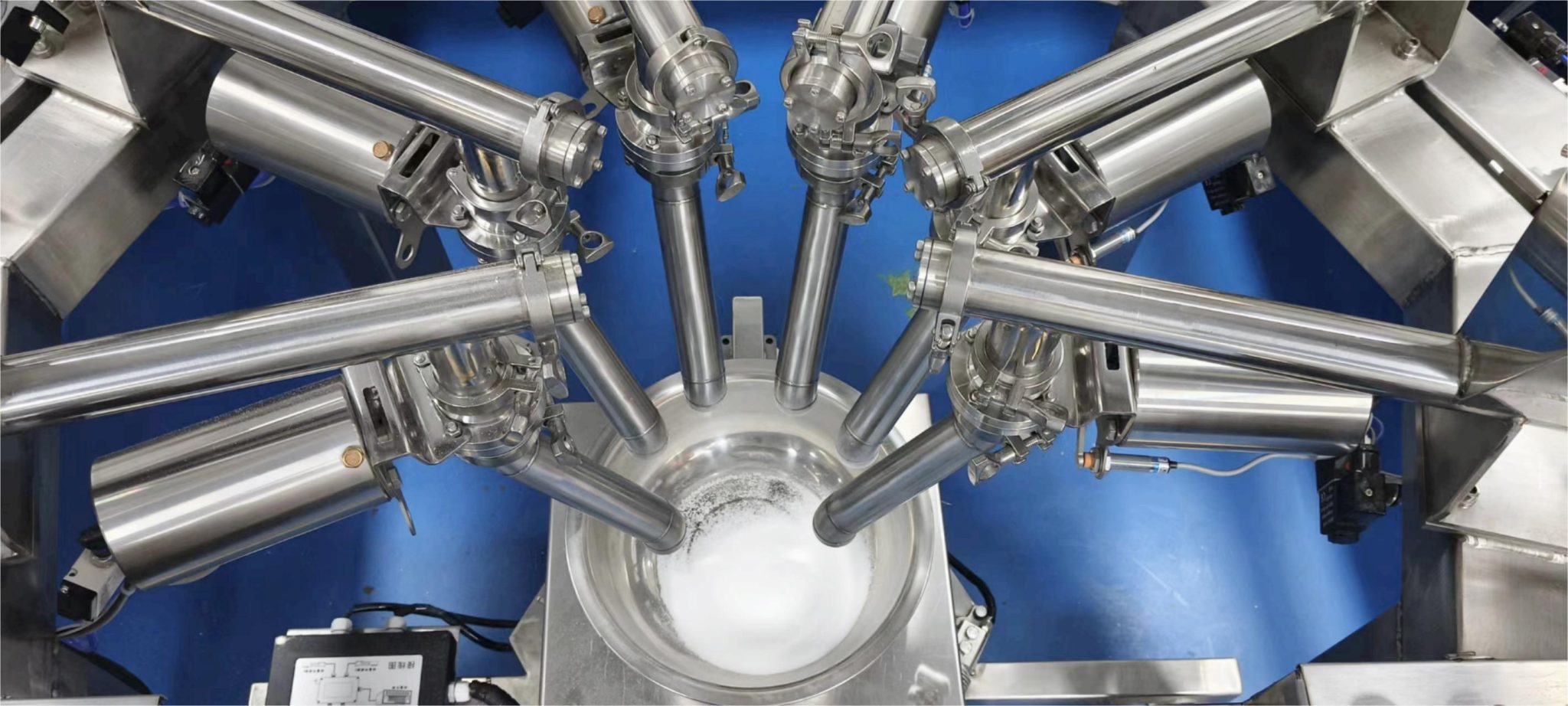
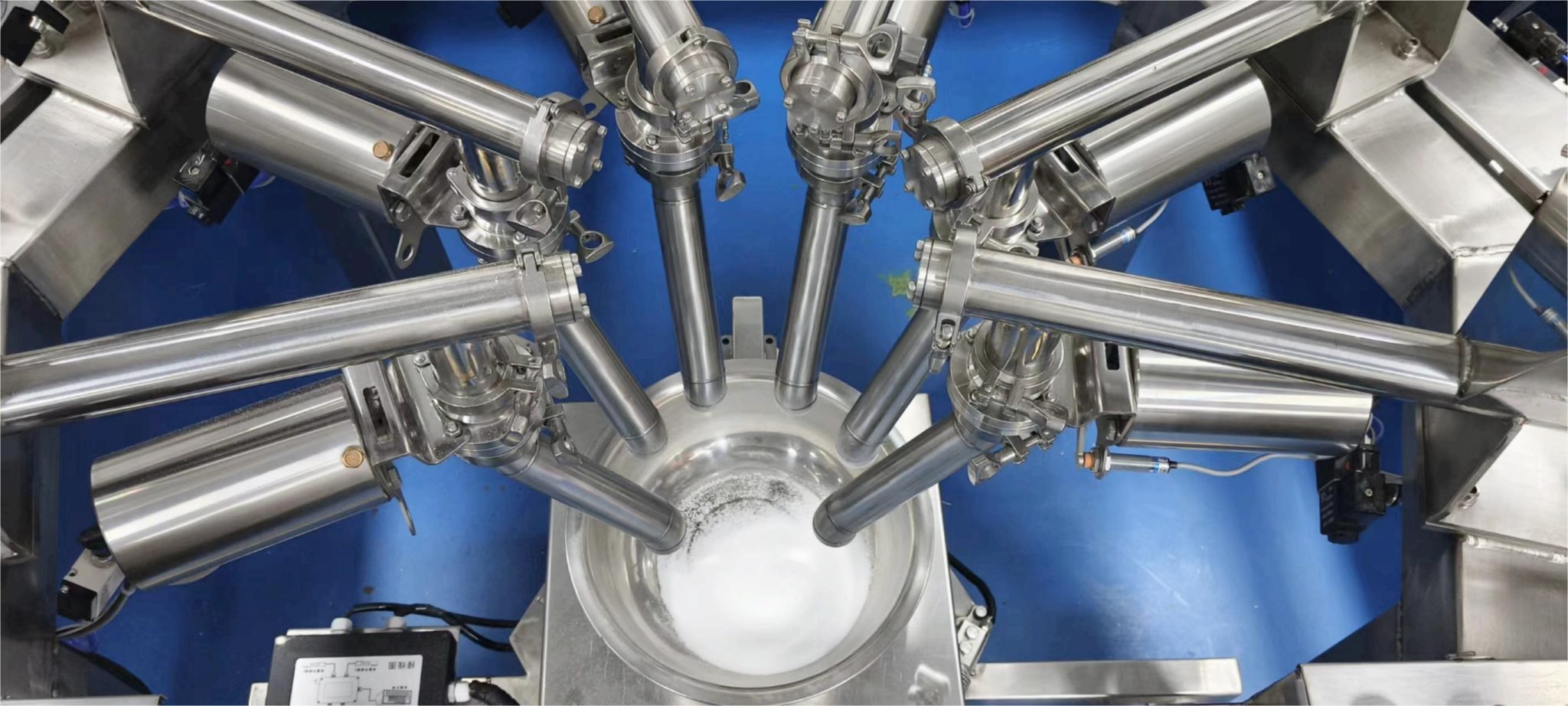
Мы привыкли считать, что модульность решает проблему гибкости. Я видел это в 2019 году в Казани: после установки роликовых конвейеров T-200 и мотор-редукторов Siemens ожидали рост throughput на 25%, а получили рост всего 6% — потому что система дозирования крупного сырья была настроена неправильно (см. Система дозирования крупных материалов). Я не драматизирую — я фиксирую факты: неверная калибровка дозатора привела к перерасходу на 3 тонны за две смены — стоимость ошибки 45 000 рублей на одну линию, и это было в июне 2019 года, в период пиковой загрузки.
Вперёд смотреть — значит ставить тесты и метрики заранее. Мы начали применять простые шаги: 1) стресс-тест линии с имитацией пиков (каждые 6 месяцев); 2) базовую проверку таймингов между PLC и RFID каждые 30 дней; 3) контроль питания (power converters) и резервов на edge computing nodes. Я предпочитаю подход, где внедрение идёт малыми итерациями и с чёткими KPI: среднее время простоя, точность дозирования в процентах и процент ошибок сканирования. Это даёт измеримые цифры и сокращает сюрпризы. — и да, иногда я помню ночную смену в феврале 2020, когда мы в три часа ночи вручную возвращали линию в работу; то чувство усталости научило меня ценить предиктивные проверки.
Что дальше — практические шаги?
Подытоживая, я предлагаю три ключевых метрики для оценки решений перед покупкой: 1) время восстановления после сбоя (MTTR) в минутах; 2) точность дозирования в процентах при реальной загрузке; 3) процент ложных срабатываний RFID в условиях пыли и вибрации. Оцените поставщика по реальным кейсам: попросите данные по интеграции с PLC от конкретного производителя моторов и по тестам на edge computing nodes. Я говорю это из опыта — после внедрения такого подхода в 2021 году на складе в Самаре мы снизили простои на 31% в первые девять месяцев.
Небольшая ремарка — человеческий фактор всё ещё важен: обучение сменного персонала на месте, простые чек-листы и периодические ревизии экономят деньги каждый месяц. Я настоятельно рекомендую сохранять умеренную долю ручного контроля в первые 3–6 месяцев после запуска — это даст время системе “устаканиться” и вам — точные метрики для следующего шага. В финале: проверяйте, тестируйте, требуйте цифры и не верьте только на слово. Для конкретных решений и проверок смотрите примеры внедрений у Wijay.